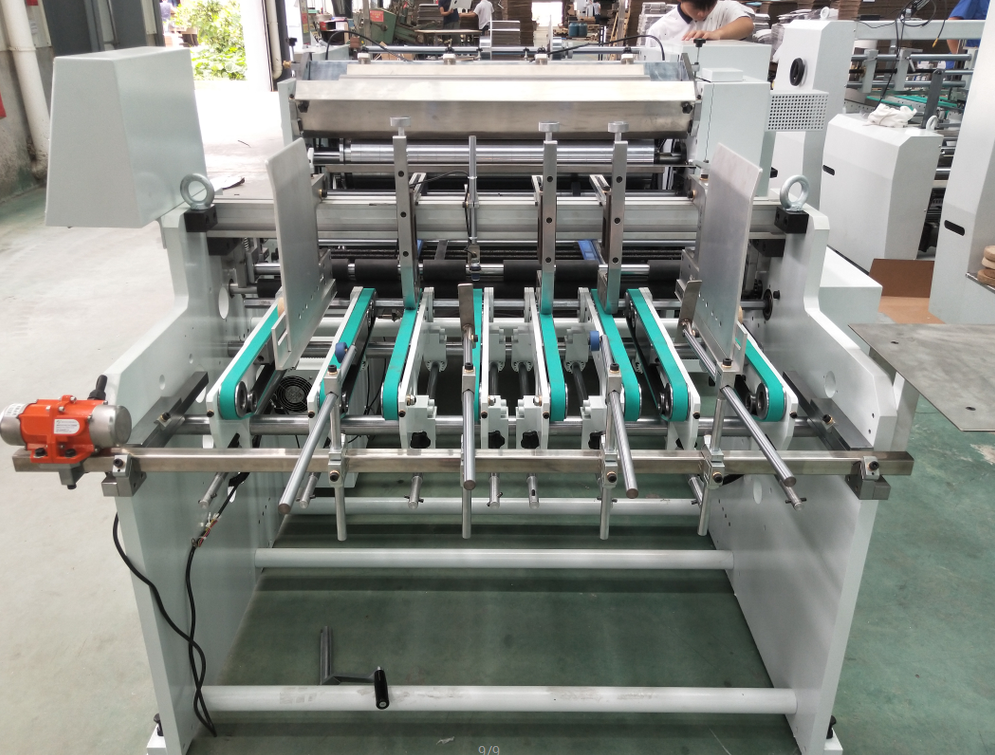
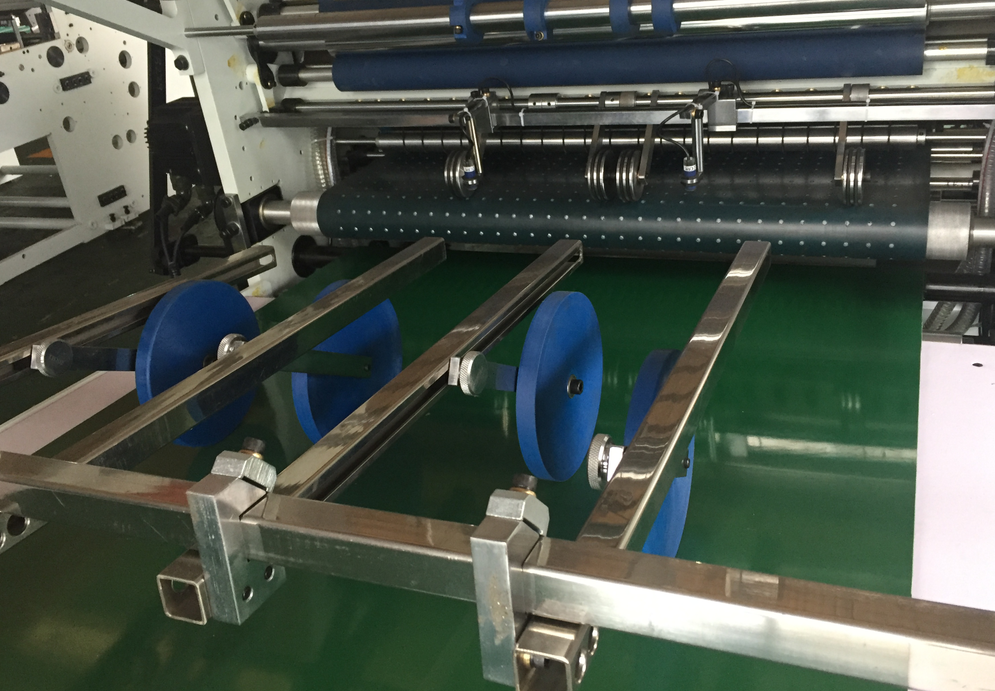
此機型分為:皮帶式給紙 �、紙張定位部、上糊部 �����、膠片貼合部�、成品輸送部。
本機適用于彩盒��、彩箱的開窗貼膠片����。
單雙張控制系統(tǒng),能適用不同大小的紙張��。
強力時規(guī)皮帶傳動方式,減小傳動部位間隙誤差�����,提高盒胚與膠片貼合精度�����,同時易于保養(yǎng)��。
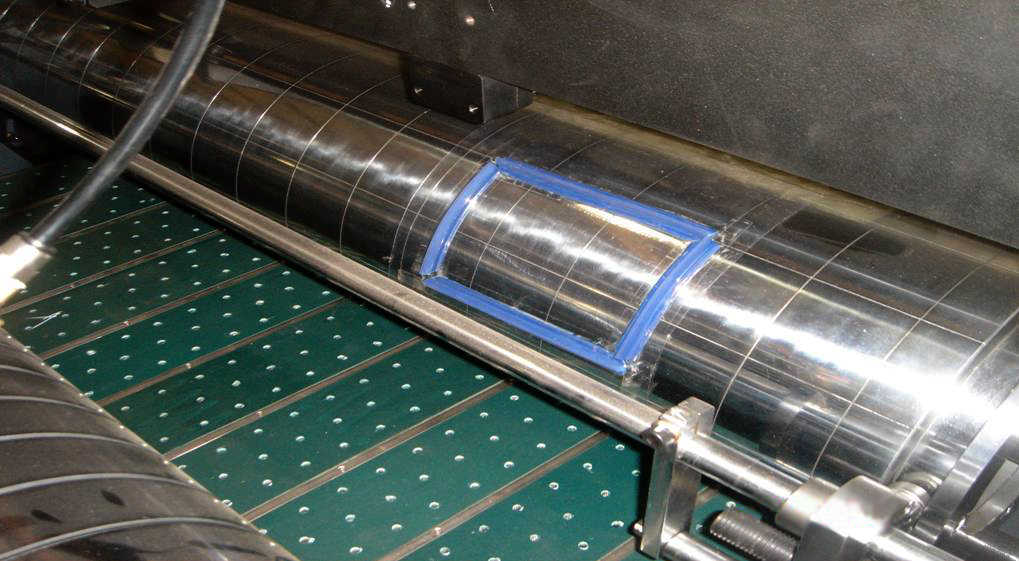
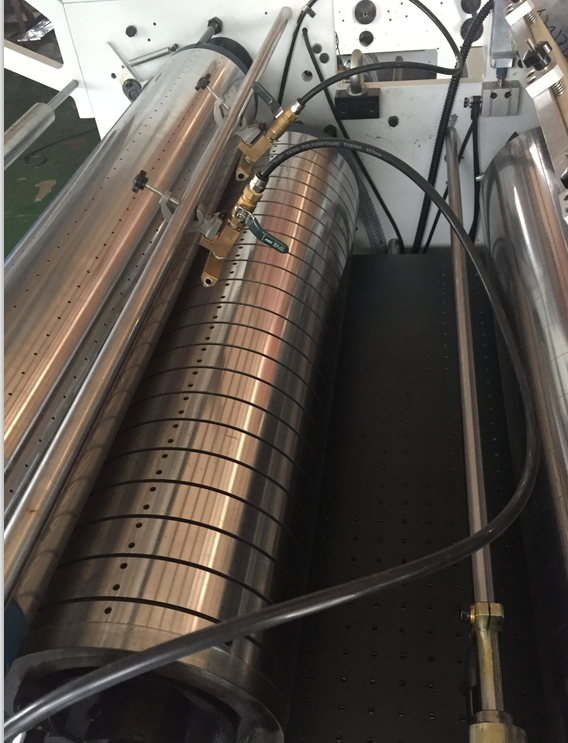
采用局部上膠系統(tǒng)����,只在需要的地方上膠水,可大大節(jié)約膠水用量 �。
采用先進的設(shè)計將調(diào)機時間縮至最短,人性化的設(shè)計使操作更加方便簡單����。